





CNC-työstötyypit
Koneistus on valmistustermi, joka kattaa laajan valikoiman teknologioita ja tekniikoita. Se voidaan karkeasti määritellä prosessiksi, jossa materiaali poistetaan työkappaleesta käyttämällä konekäyttöisiä työstökoneita, jotta se muotoillaan suunnitelluksi malliksi. Useimmat metallikomponentit ja -osat vaativat jonkinlaista työstöä valmistusprosessin aikana. Myös muita materiaaleja, kuten muoveja, kumia ja paperituotteita, valmistetaan yleisesti koneistusprosesseilla.
Työstötyökalujen tyypit
Työstötyökaluja on monenlaisia, ja niitä voidaan käyttää yksinään tai yhdessä muiden työkalujen kanssa valmistusprosessin eri vaiheissa aiotun kappalegeometrian saavuttamiseksi. Työstötyökalujen tärkeimmät luokat ovat:
Tylsät työkalut: Näitä käytetään tyypillisesti viimeistelyvälineinä materiaaliin aiemmin leikattujen reikien suurentamiseen.
Leikkaustyökalut: Laitteet, kuten sahat ja leikkurit, ovat tyypillisiä esimerkkejä leikkausvälineistä. Niitä käytetään usein ennalta määrätyn kokoisen materiaalin, kuten metallilevyn, leikkaamiseen haluttuun muotoon.


Poraustyökalut: Tämä luokka koostuu kaksireunaisista pyörivistä laitteista, jotka luovat pyörimisakselin suuntaisia pyöreitä reikiä.
Hiomatyökalut: Nämä instrumentit käyttävät pyörivää pyörää hienon viimeistelyn saavuttamiseksi tai kevyiden leikkausten tekemiseksi työkappaleeseen.
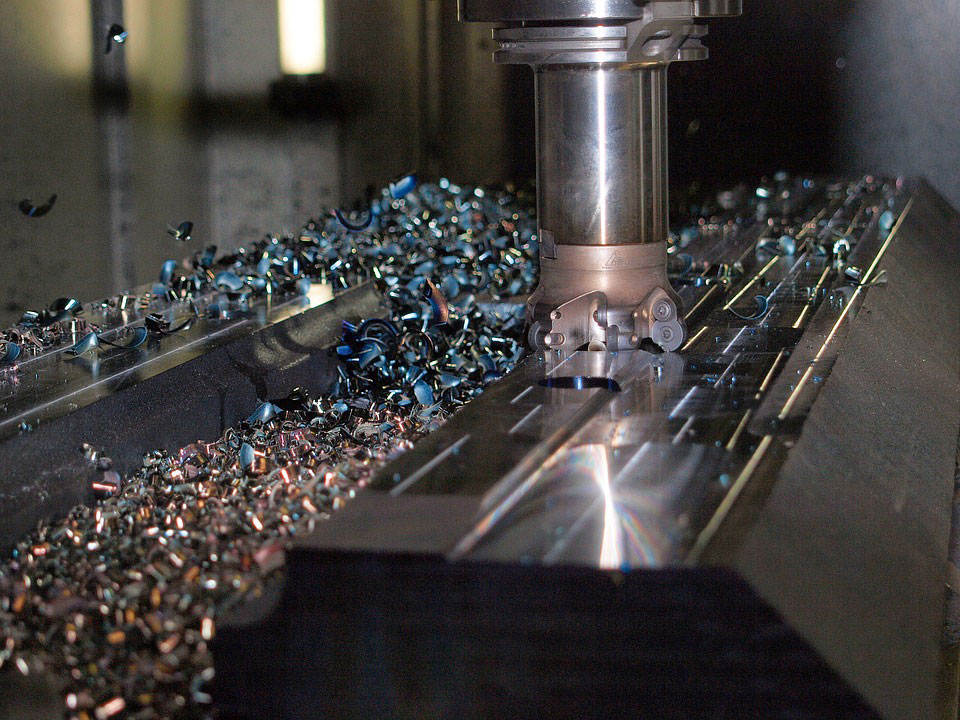
Jyrsintätyökalut: Jyrsintätyökalu käyttää pyörivää leikkauspintaa, jossa on useita teriä, luomaan ei-pyöreitä reikiä tai leikkaamaan materiaalista ainutlaatuisia kuvioita.
Kääntötyökalut: Nämä työkalut pyörittävät työkappaletta sen akselin ympäri, kun leikkaustyökalu muotoilee sen muotoon. Sorvit ovat yleisin sorvauslaitetyyppi.
Polttokoneistustekniikoiden tyypit
Hitsaus- ja polttokoneet käyttävät lämpöä työkappaleen muotoiluun. Yleisimmät hitsaus- ja polttokoneistustekniikat ovat:
Laserleikkaus: Laserkone lähettää kapeaa, korkean energian valosäteen, joka tehokkaasti sulattaa, höyrystää tai polttaa materiaalia. CO2: YAG-laserit ovat yleisimpiä koneistuksessa käytettyjä tyyppejä. Laserleikkausprosessi soveltuu hyvin teräksen muotoiluuntai etsaa kuvioita materiaaliin. Sen etuja ovat korkealaatuiset pintakäsittelyt ja äärimmäinen leikkaustarkkuus.
Happi-polttoaineleikkaus: Tämä koneistusmenetelmä, joka tunnetaan myös nimellä kaasuleikkaus, käyttää polttokaasujen ja hapen seosta materiaalin sulattamiseen ja leikkaamiseen. Asetyleeni, bensiini, vety ja propaani toimivat usein kaasuväliaineina, koska ne ovat helposti syttyviä. Tämän menetelmän etuja ovat suuri siirrettävyys, alhainen riippuvuus ensisijaisista virtalähteistä ja kyky leikata paksuja tai kovia materiaaleja, kuten tukevia teräslajeja.
Plasma leikkaus: Plasmapolttimet laukaisevat sähkökaaren muuntaakseen inertin kaasun plasmaksi. Tämä plasma saavuttaa erittäin korkeat lämpötilat ja levitetään työkappaleeseen suurella nopeudella ei-toivotun materiaalin sulattamiseksi. Prosessia käytetään usein sähköä johtaville metalleille, jotka vaativat tarkan leikkausleveyden ja minimaalisen valmisteluajan.
Eroosiokoneistustekniikoiden tyypit
Polttotyökalut sulattavat ylimääräisen massan lämpöä, kun taas eroosiotyöstölaitteet käyttävät vettä tai sähköä materiaalin syöpymiseen työkappaleesta. Eroosiotyöstötekniikan kaksi päätyyppiä ovat:
Vesisuihkuleikkaus: Tämä prosessi käyttää korkeapaineista vesivirtaa materiaalin leikkaamiseen. Hiomajauhetta voidaan lisätä vesivirtaan eroosion helpottamiseksi. Vesisuihkuleikkausta käytetään tyypillisesti materiaaleihin, jotka voivat kärsiä vaurioista tai muodonmuutoksesta lämmön vaikutuksesta.
Sähköpurkauskoneistus (EDM): Tämä prosessi, joka tunnetaan myös nimellä kipinätyöstö, käyttää sähkökaaripurkauksia luodakseen mikrokraattereita, jotka johtavat nopeasti täydellisiin leikkauksiin. EDM:ää käytetään sovelluksissa, joissa vaaditaan monimutkaisia geometrisia muotoja kovissa materiaaleissa ja pienillä toleransseilla. EDM edellyttää, että perusmateriaali on sähköä johtavaa, mikä rajoittaa sen käytön rautametalliseoksiin.
CNC-työstö
Tietokoneen numeerinen ohjauskoneistus on tietokoneavusteinen tekniikka, jota voidaan käyttää yhdessä monenlaisten laitteiden kanssa. Se vaatii ohjelmistoa ja ohjelmointia, yleensä G-koodikielellä, ohjaamaan työstötyökalua työkappaleen muotoilussa ennalta asetettujen parametrien mukaan. Toisin kuin manuaalisesti ohjatut menetelmät, CNC-koneistus on automatisoitu prosessi. Joitakin sen etuja ovat:
Korkeat tuotantosyklit: Kun CNC-kone on koodattu oikein, se tarvitsee yleensä vähän huoltoa tai seisokkeja, mikä mahdollistaa nopeamman tuotantonopeuden.
Alhaiset valmistuskustannukset: CNC-työstö voi olla kiertonopeudensa ja alhaisten käsityövoimatarpeidensa vuoksi kustannustehokas prosessi, erityisesti suuria tuotantomääriä varten.
Tasainen tuotanto: CNC-työstö on tyypillisesti tarkkaa ja tuottaa tuotteidensa suunnittelun yhtenäisyyttä.

Tarkkuustyöstö
Mitä tahansa koneistusprosessia, joka vaatii pieniä leikkaustoleransseja tai hienoimpia pintakäsittelyjä, voidaan pitää eräänlaisena tarkkuuskoneistuksena. Kuten CNC-työstö, myös tarkkuustyöstöä voidaan soveltaa useisiin valmistusmenetelmiin ja työkaluihin. Sellaiset tekijät kuin jäykkyys, vaimennus ja geometrinen tarkkuus voivat vaikuttaa tarkkuustyökalun leikkauksen tarkkuuteen. Liikkeenohjaus ja koneen kyky reagoida nopeilla syöttönopeuksilla ovat tärkeitä myös tarkkuustyöstösovelluksissa.




