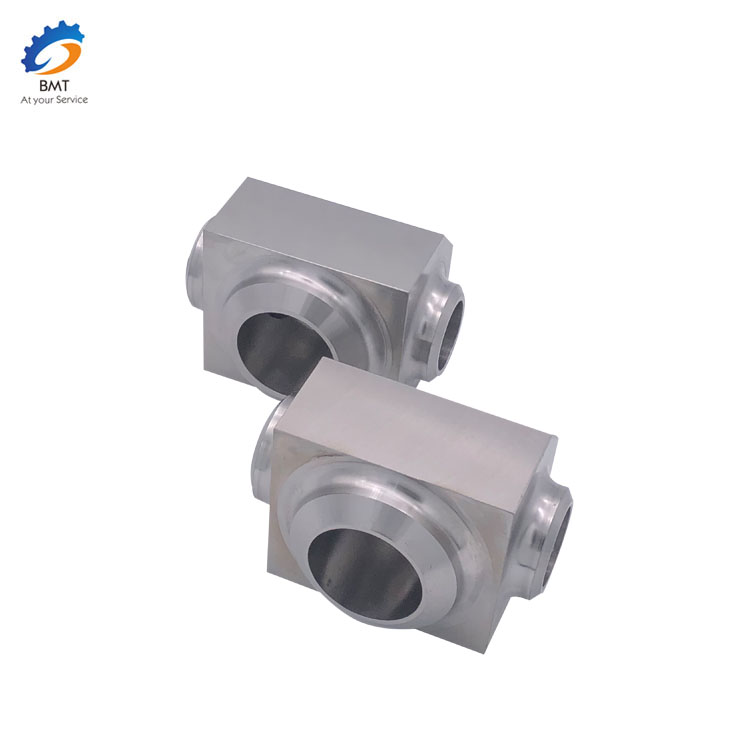
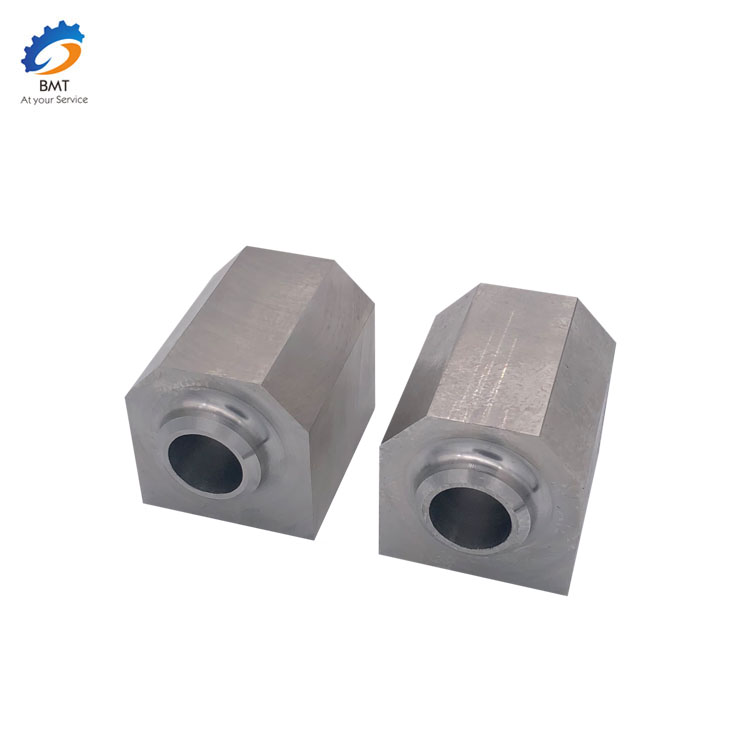
CNC-autoosien ammattimainen valmistaja
BMT on erikoistunut tarkkuuskoneistukseen, epästandardien osien käsittelyyn, CNC-bulkkiosien käsittelyyn, numeerisen ohjauksen autonosien käsittelyyn, erän titaaniseoksesta korkean tarkkuuden osien käsittelyyn, akselin osien käsittelyyn, puolijohdelaitteiden osien käsittelyyn jne., on rikas kokemus, varustettu CNC-työstökeskuksella, CNC-sorveilla, langanleikkauksella, jyrsintäkoneella, hiomakoneella, veistetyllä, kolmen koordinaatin mittauslaitteella, korkeusmittauslaitteella ja muilla erittäin tarkoilla tuotanto- ja havaitsemislaitteilla.

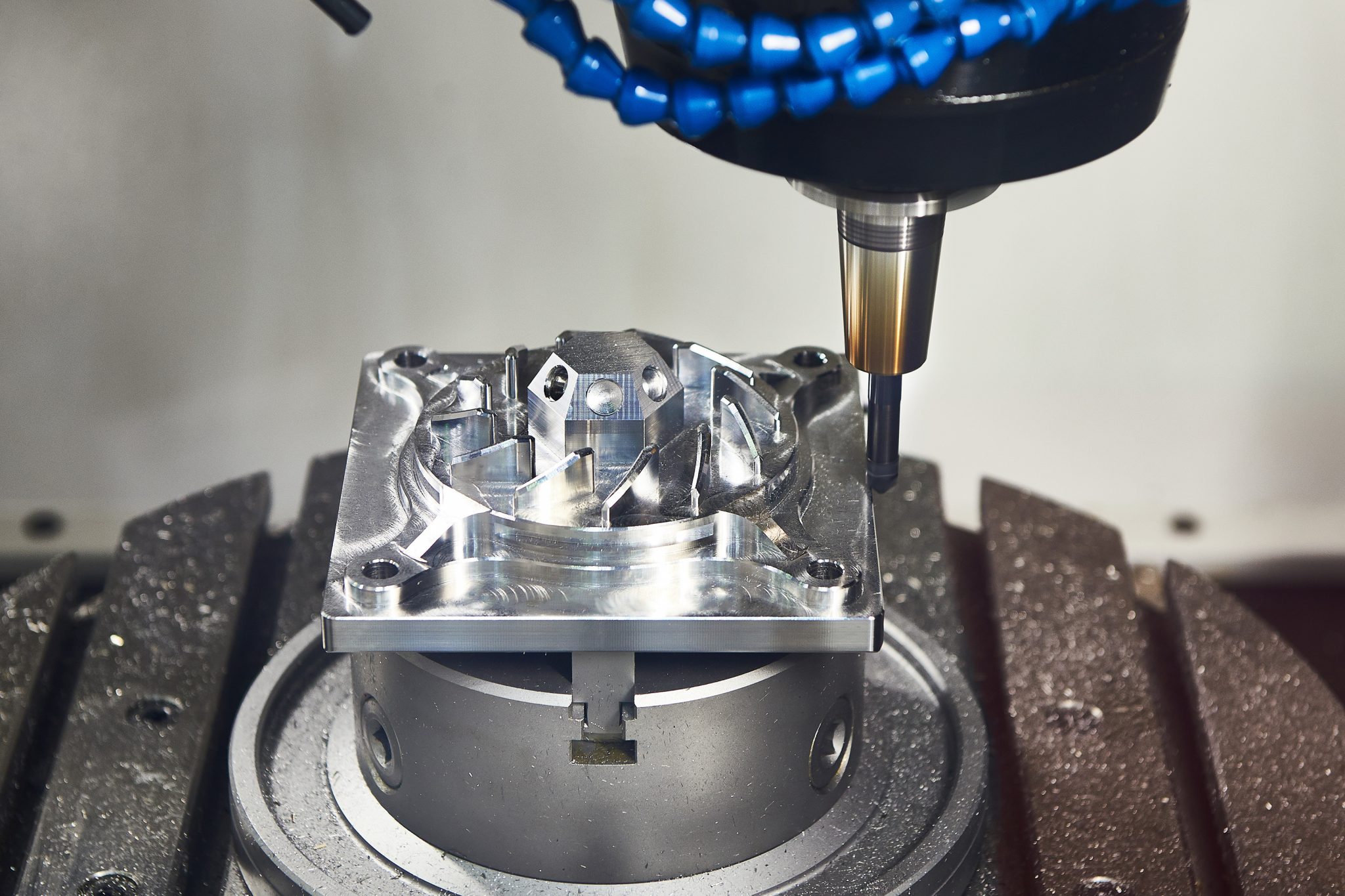
1. Analysoi käsittelypiirustukset ja määritä käsittelyprosessi
Asiakkaan toimittamien käsittelypiirustusten mukaan prosessihenkilöstö voi analysoida osien muodon, mittatarkkuuden, pinnan karheuden, työkappaleen materiaalin, aihion tyypin ja lämpökäsittelyn kunnon ja valita sitten työstökoneen, työkalun, määrittää paikannuskiinnityksen laite, käsittelymenetelmä, käsittelyjärjestys ja leikkausannoksen koko. Työstöprosessia määritettäessä CNC-työstökoneen komentotoiminto on otettava täysin huomioon, ja työstökoneen tehokkuus on otettava täysimääräisesti huomioon, jotta käsittelyreitti on kohtuullinen, vähemmän veitsiä ja lyhyt käsittelyaika.

2. Laske työkalun reitin koordinaattiarvo järkevästi
Työstöosan geometrisen koon ja asetetun ohjelmointikoordinaattijärjestelmän mukaan lasketaan jyrsimen reitin keskipisteen liikerata ja saadaan kaikki leikkurin sijainnin tiedot. Yleisellä CNC-järjestelmällä on lineaarisen interpoloinnin ja pyöreän interpoloinnin toiminto, suhteellisen yksinkertaisille tasomaisille osille, kuten viiva- ja kaarimuodon työstöön, tarvitsee vain laskea alku- ja loppupisteen geometriset elementit, ympyrän kaari ( tai ympyränkaaren säde), kaksi geometrisen elementin leikkauspisteen tai tangentin pisteen koordinaattiarvoa. Jos nc-järjestelmässä ei ole työkalun korjaustoimintoa, työkalun keskipisteen liikeradan koordinaattiarvo on laskettava. Monimutkaisen muotoisten osien (kuten osien, jotka koostuvat ei-ympyrämäisestä käyrästä ja pinnasta) kohdalla on tarpeen käyttää suoraa viivasegmenttiä (tai kaarisegmenttiä) todellisen käyrän tai pinnan approksimoimiseksi ja sen koordinaattiarvon laskemiseksi. solmut vaaditun koneistustarkkuuden mukaan.
3. Kirjoita CNC-työstöohjelma osille
Veitsireitin osien mukaan laskea työkalun ratatiedot ja prosessiparametrit on määritetty ja aputoimi, ohjelmointihenkilöstö voi olla toimintaohjeissa ja ohjelmamuodossa määrätyn NUMEROLLisen ohjausjärjestelmän käytön mukaisesti, os. -osion käsittelyohjelman osien kirjoittamiseen. Huomiota tulee kiinnittää: Ensinnäkin ohjelmien kirjoittamisen standardoinnin tulee olla helppo ilmaista ja viestiä; Toiseksi, CNC-työstökoneiden käytössä suorituskyky ja ohjeet perustuvat täydelliseen perehtymiseen, opetusta taitojen käyttöön, ohjelmointitaitoja.






